
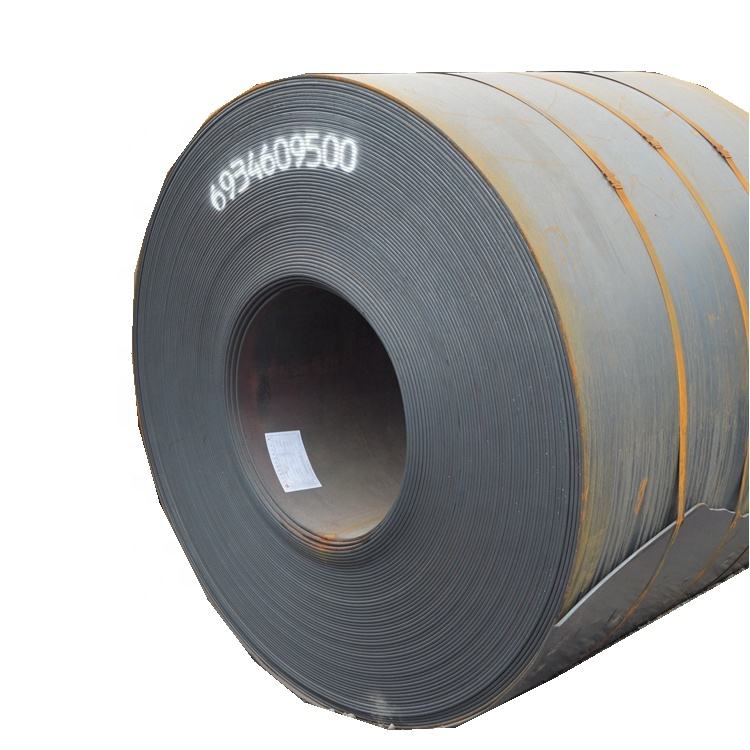

Ss400 ، Q235 ، Q345 Sphc قارا پولات كاربون پولات پولات تۆمۈر پولات تۆمۈر مېتال Hr قىزىق روللۇق پولات كاتەك
ئەڭ ئاخىرقى قىزىق پولات چىۋىق زاۋۇتىنى لامنار ئېقىمى سوۋۇتۇش ئارقىلىق بەلگىلەنگەن تېمپېراتۇرىغا يەتكۈزۈشتىن تارتىپ ، تېمپېراتۇراغىچە شامالدۇرغۇچ ، سوۋۇتۇلغاندىن كېيىن پولات چىۋىقتىن تەركىب تاپقان بولۇپ ، ئىشلەتكۈچىلەرنىڭ ئوخشىمىغان ئېھتىياجىغا ئاساسەن ، ئوخشىمىغان ئاخىرقى سىزىق (تەكشى) ، تۈز ، تەتۈر ياكى ئۇزۇنغا سوزۇلغان كېسىش ، تەكشۈرۈش ، ئۆلچەش ، ئوراش ۋە بەلگە قاتارلىقلار) ھەمدە پولات تاختاي ، تەكشى دومىلاش ۋە ئۇزۇنغا سوزۇلغان پولات بەلۋاغ مەھسۇلاتلىرىغا ئايلىنىدۇ.ئىسسىق دومىلاشتۇرۇلغان پولات-تۆمۈر مەھسۇلاتلىرىنىڭ كۈچلۈكلىكى ، قاتتىقلىقى ياخشى ، پىششىقلاپ ئىشلەش ۋە ياخشى كەپشەرلەش ۋە باشقا ئېسىل خۇسۇسىيەتلىرى بولغاچقا ، پاراخوت ياساش ، ماشىنا ، كۆۋرۈك ، قۇرۇلۇش ، ماشىنا ، بېسىم پاراخوتى ۋە باشقا ياساش سانائىتىدە كەڭ قوللىنىلىدۇ.
| Grade | رەت تەرتىپى | خىمىيىلىك تەركىب (%) | ||||
| Q215 | C | Mn | Si | S | P | |
| A | 0.09 ~ 0.15 | 0.25 ~ 0.55 | ≤0.3 | .050.05 | ≤0.045 | |
| B | ≤0.045 | |||||
| Q235 | A | 0.14 ~ 0.22 | 0.30 ~ 0.65 | ≤0.3 | .050.05 | ≤0.045 |
| B | 0.12 ~ 0.20 | 0.30 ~ 0.70 | ≤0.045 | |||
| C | ≤0.18 | 0.35 ~ 0.80 | - | ≤0.04 | ≤0.04 | |
| D | ≤0.17 | ≤0.035 | ≤0.035 | |||
| Q255 | A | 0.18 ~ 0.28 | 0.40 ~ 0.70 | ≤0.3 | .050.05 | ≤0.045 |
| B | ≤0.045 | |||||
| Q275 | 0.28 ~ 0.38 | 0.50 ~ 0.80 | ≤0.35 | .050.05 | ≤0.045 | |
كاربون پولات تۆمۈر ۋە كاربوننىڭ قېتىشمىسى بولغان كۆپ ئۇچرايدىغان پولات.داتلاشماس پولاتقا سېلىشتۇرغاندا كاربون مىقدارى يۇقىرى ، ئېرىتىش نۇقتىسى ۋە چىدامچانلىقى تېخىمۇ يۇقىرى.
كاربون پولات-تۆمۈر سانائىتى ، ئېلېكتر ئىستانسىسى ، قاتناش ، خىمىيىلىك پىششىقلاپ ئىشلەش ۋە نېفىت ئىشلەپچىقىرىش ۋە پىششىقلاپ ئىشلەش قاتارلىق سانائەتتە كەڭ كۆلەمدە ئىشلىتىلىدىغان قۇرۇلۇش ۋە قۇرۇلۇش ماتېرىياللىرى.

Δ ئىسسىق دومىلاش ماتېرىيالى سوغۇق دومىلاشتۇرۇلغان ئوچاقتا ۋە كىسلاتادا چىلىغاندىن كېيىن ئۇلىنىدۇ.
Mill بارلىق زاۋۇت دومىلىلىرى بىرىنچى قېتىملىق يۆتكىلىشتىن كېيىن مۇۋاپىق ئۇۋىلاش ماشىنىسى بىلەن ئىنچىكە ئۇۋىلاش ماشىنىسىدا ئېلىنىدۇ.
Δ بارلىق ۋاراقلار ئوخشىمىغان باكلاردا چىلىنىدۇ ، ئەۋەتىشتىن بۇرۇن چوتكا دومىلاش ماشىنىسىدا قۇرۇتۇلىدۇ.
Δ بۇ ۋاراقلار يەنە بىر قېتىم ئۇلىنىدۇ ، ئاندىن كىسلاتانى تۈزلەش ۋە چىلاش ئۈچۈن تۈز ماشىنىغا ئەۋەتىلىدۇ ھەمدە چوڭ-كىچىكلىكى ۋە سۈپىتىگە ئاساسەن ئوراپ قاچىلاشقا ئەۋەتىلىدۇ.
Δ تەكشۈرۈش ھەر قايسى باسقۇچلاردا ئېلىپ بېرىلىدۇ.تەجرىبە خىزمەتچىلىرى دومىلاش ، ئۇلاش ، چىلاش ، تاشلاندۇقلارنى بىر تەرەپ قىلىش ئارقىلىق ئومۇمىي ئىچكى جەرياننى مۇۋاپىق كونترول قىلىدۇ.
ئۇچۇرىڭىزنى قالدۇرۇڭ:
-
بويالغان رەڭ سىرلانغان گالۋاڭلاشتۇرۇلغان / Galvalume Z ...
-

سوغۇق رول ئالغان PE / PVDF / HDP / SMP ئالدىن تەييارلانغان سىنك ...
-
0.12 ~ 1.5mm Gi ، Gl ، PPGI ، PPGL رەڭلىك سىرلانغان تەييارلىق ...
-
قىزىل رەڭلىك RAL يۈرۈشلۈك رەڭلىك سىرلانغان پولات چىۋىق ئۇ ...
-

PPGI رەڭلىك سىرلانغان پولات چىۋىق Z40 Z80 Z100 Z200 ...
-

جۇڭگو زاۋۇتى قىزىق سېتىش PPGI / PPGL جەدۋىلى Z30-275 ...







